This technical article represents truly a
specialized area for developing interest in the fabrication industry with its
abundant learning outcomes. A true application of the conventional production
engineering lies here. Heat straightening too had been one such learning
outcome experienced by the steel fabricators in the days of yore. One could
learn much more in this field as one problem leads to a solution in one
situation may itself become a problem in another situation and so on. Just as
welding of metals began traditionally by heating the weldments and hammering
them together and since then had advanced to much better and proper methods so
as to achieve the ideal properties wherein the weld joint could become more similar
to the parent metals; so also there should be a similar need towards such various learning
outcomes that may have been generated during this long travel of advancement in welding.
Abstract:
The early beginnings of heat
straightening as an essential fabrication process with the usual
marking/measuring, cutting, folding/bending/roll bending, joining, stiffening and
such could be traced to the much earlier days of welding. Steel fabricators
observed how the welding heat caused distortion in regular patterns. Some fabricators
began experimenting with ways to reverse this distortion by heating the steel in
specific patterns to counteract the above initial distortion. With experience, these
technicians developed skills at not only removing such weld distortions but experimented
hot curving techniques (roll forming) on undamaged steel elements too and repairing
other damage as well. These heating procedures thus developed as an art form
passed from one practitioner to the next.
Most heat straightening are normally
conducted under highly variable weather conditions with members at least
partially loaded. In this post, let us know a) the typical types of damages
along with different types of heating patterns, b) how could we term this art
form as a fabrication process. The former which when correctly employed to a
damage situation could help overcome in - situ problems in fabrication of steel
structures and for the latter, the basic concepts of strength of materials need
to be applied on the damaged steel in which the yield stress could be usually found
exceeded and often excessively well into the strain hardening - range.
Introduction:
Damage could be caused
by many a reasons; firstly, self inflicted on account of ignorance, arrogance
and such avoidable causes and secondly, an act of Nature – beyond human
control. Overload, vehicle impact, mishandling, fires, etc. of the former type
and earthquake, cyclones, landslides, etc. of the latter type are therefore a
perennial problem associated with many a steel structures. For almost a century
now, heat has been known not only to join a variety of metals including steel
elements but also could be applied to bends and distortions in order to restore
their original shape. A few fabricators, having had years of experience with undertaking
welding tasks therefore could observe a variety of damages on account of
accompanied shrinkage and distortion in the weldments. Since then heat straightening
technique has been there in the field with varying degrees in application and accrued
success. Some of these experts could master heat straightening techniques but
the process would still be considered more of an art than as an applied science
much to its ease for the fabricators versus a questionable fabrication practice
for the engineers.
However, the
ability to repair damaged structural steel members in place, often without the
need for temporary shoring, had always generated interest in heat straightening
from the engineering profession. But engineers have had to rely primarily on
their own judgement and the advice of experienced technicians when actually applying
heat straightening techniques.
Typical types of damages:
In this post let
us focus on repairing damage to steel bridge structural members. However, the
principles are applicable to any type of steel structure. Damage to steel
bridge members may result from a variety of causes. Among the more frequent
are: vehicle impact, over-height trucks, unrestrained equipment on trucks, fire
and earthquake. While damage in structures may appear random, certain patterns
and characteristics could be easily distinguishable. A convenient way would
then be to classify damage into four fundamental damage patterns, although
typical accidents may often include a combination of these types. Source, R. Richard Avent & David Mukai, 1998, suggests the
following fundamental damage categories.
Category S
This type refers to damage as a result of bending
about the “strong” or major axis. For rolled or built - up shapes, the web
element would be bent about its strong axis with one flange element in
compression and one in tension. In addition to plastic deformation, the
compression flange would sometimes exhibit local buckling due to the high
compressive stresses. A typical example is shown in the Figure 1a below.
 |
| Figure 1a |
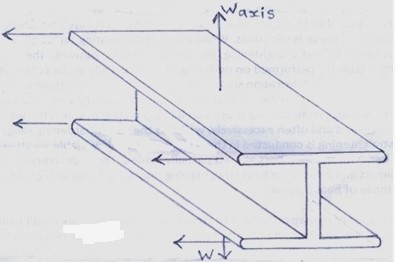
Category W
This category refers to damage as a result of
bending about the “weak” or minor axis. For rolled or built - up shapes the web
would be usually at or near the neutral axis. Consequently it may be below
yield and not deformed into the inelastic range. A typical example is shown in
the Figure 1b below.
 |
| Figure 1b |
Category T
This type refers to damage as a result of torsion
or twisting about the longitudinal axis of a member. For rolled or built - up
shapes, the flange elements would tend to exhibit flexural plastic deformation
in opposite directions. A typical example is shown in the Figure 1c below.
 |
| Figure 1c |
Category L
This category includes damage that would be
localised in nature. Local flange or web buckles, web crippling and small bends
or crimps in plate elements of a cross section typify this behaviour. A typical example is shown in the Figure 1d below.
 |
| Figure 1d |
The importance of the above classification could be understood as well-defined
heating patterns solely established for each category. Once these patterns are
understood, they could be used in combination for damage that includes multiple
categories.
What is heat straightening?
To understand the heating patterns let us know the
process characteristics of heat straightening. From source, R. Richard Avent
& David Mukai, 1998 we find that heat
straightening as a repair procedure would be one in which a limited amount of heat be applied in specific patterns to the plastically deformed regions of damaged
steel in repetitive heating and cooling cycles so as to produce a gradual
straightening of the material. The process would rely on internal and external
restraints that would produce thickening (or upsetting) during the heating
phase and in - plane contraction during the cooling phase. Here, heat
straightening could be distinguished from other methods in that force would not
be used as the primary instrument of straightening. Rather, the thermal
expansion/contraction would occur in an unsymmetrical process in which each
cycle leads to a gradual straightening trend. The process could thus be characterized
by the following conditions which must be maintained:
1.
The maximum heating
temperature of the steel does not exceed either a) the lower critical
temperature (the lowest temperature at which molecular changes occur) or b) the
temper limit for quenched and tempered steels.
2.
The stresses
produced by applied external forces do not exceed the yield stress of the steel
in its heated condition.
3.
Only the regions
in the vicinity of the plastically deformed zones are heated.
When these
conditions would be met, the material properties undergo relatively small
changes and the performance of the steel would remain essentially unchanged
after heat straightening. Further, when properly conducted, heat straightening could be
a safe and economical procedure for repairing damaged steel.
A clear
distinction need to be made here between heat straightening and two other
methods often confused with heat straightening: hot mechanical straightening
and hot working.
Hot mechanical
straightening differs from heat straightening in that applied external force would
be used to straighten the damage. These applied forces produce stresses well above
yield, resulting in large movements during a single heat cycle. Often the
member would be completely straightened by the continued application of a large
force during a single cycle. The results of this type of straightening would be
unpredictable and little research has been conducted on this procedure. The engineer ought to recognize that such hot mechanical straightening might be an unproven
method that may lead to damaged or degraded steel. As such, its use should be
considered only in special cases when other methods are not viable.
Hot working could
be distinguished from heat straightening in that both large external forces and
also high heat are used. This method would be similar to hot mechanical
straightening in which only external forces were used. In addition, the steel here
would be heated well above the lower critical temperature and often glows
cherry red indicating a temperature above the upper critical temperature. Therefore,
hot working again should not be used to repair damaged steel.
Why should heat straightening
work?
Source,
“R. Richard Avent, David Mukai, 1998 suggests that the basic concept of heat straightening is relatively
simple and relies on two distinct properties of steel”
1. If steel was to be stretched or compressed past a
certain limit (usually referred to as yield), it would not assume its original
shape when released. Rather, it would remain partially elongated or shortened,
depending on the direction of the originally applied force.
2. If steel was heated to relatively modest
temperatures (370°C - 700°C), its yield value would become significantly lower
while at the elevated temperature.
To illustrate how steel could be permanently
deformed using these two properties; consider the short steel bar in fig.2a.
First, place the bar in a fixture, much stronger than the bar itself and
clamped snug-tight as in fig.2b. Then the bar should be heated in the shaded
portion. As the bar is heated it would try to expand. However, the fixture
prevents expansion in the longitudinal direction. Thus the fixture exerts
restraining forces on the bar as shown in fig.2c. Since the bar was prevented
from longitudinal expansion, it would be forced to expand a greater amount
laterally and transversely through its thickness than in an identical
unrestrained bar. Consequently, a bulge would occur in the heated zone. Because
the bulge had been heated, its yield value would be lowered, resulting in some
yielding which does not occur in the unheated portions. The heating source when
removed, the material would cool and contract three dimensionally. The clamp would
not be able to prevent the bar from contracting longitudinally. As the cooling
progresses the bar would shorten and the bulge would shrink. However, a portion
of the bulge would be permanent even after the bar had completely cooled and
the bar shortens from its original length as in fig.2d. In essence a permanent
redistribution of material would have occurred in the heated zone leaving the
bar slightly shorter with a small bulge. This permanent bulge, or thickening,
in the heated zone is called ‘upsetting’. This redistribution of material is
referred to as ‘plastic deformation’ or ‘plastic flow’. The clamping force
often is equated to as a restraining force. Through cycles of clamping, heating
and cooling the bar could be shortened to practically any length desired.
 |
| Figure2 |
This
simple example illustrates the fundamental principles of heat straightening. Several
types of simple heating patterns exist. When these patterns are combined into
specific combinations then effective heat straightening is the result. Source, “F.J.M Smith,1975 & Kenyon Pitman,1979 suggests some such patterns which are illustrated
in the figures 3, 4, 5 & 6a/6b below:
 |
| Figure 3 |
 |
| Figure 4 |
 |
| Figure 5 |
 |
| Figure 6a |
 |
| Figure 6b |
Conclusion:
The conclusion derived from above would be;
1. Most damage in steel members are much more complex
than the simple stretching or shortening of a bar. It could be a combination of
the damage patterns as discussed before. Since, different damage conditions
require their own unique heating and restraining patterns one could imagine the
uniqueness for such combined damaged patterns. However, as a guide one could
refer to three key elements to the heat straightening process. The first would
be to select proper heating patterns and sequencing to fit the damage i.e. heating patterns and sequences that would allow free movement towards undoing the damage. The
second to properly control the heating temperatures and rate of heating and
cooling with thirdly to provide appropriate restraints during the heating cycle
which could be relaxed or modified during the cooling cycle both for the purpose of minimizing the occurrence of plastic deformations during the repairs and thereby adhere to the three conditions as discussed before to effect the straightening process.
2. This plastic deformation observed on account of
constraints during such heating cycle/s no matter how insignificant may it be
calls for a serious review on the strength and metallurgical effects when carried out on
structures used in the public domains as against the not so critical applications. Hence, some countries do not approve
this method of straightening. At least in India third party inspections prefer
not to compromise with the structural integrity of such steel elements. As
compared to the developed countries where it may be possible to exactly pin –
point the structural integrity factor status with the life of the steel
elements and hence the safety associated with it; in India it may not be so and
hence the damaged portion would be preferably completely overhauled to the
extent of even overriding the public inconvenience and such issues caused thereof.
The above description of the heat straightening process
provides the basic methodology. However, the proper application of heat being a
skill requiring practice and experience and at this juncture, the art of heat
straightening ought not just meet the technology but evolve with it to be accepted as an fabrication process. The practitioner needs to understand thoroughly the
variables involved in the process and how to control them. Some of such
important variables are torch tip size and intensity, material configuration,
judging the temperature, jacking forces, heating patterns, sequencing of heats,
lack of movement, cooling the steel, etc. to ensure the steel bridge members' safety in operation.
References:
1. F.J.M Smith, Longman Craft Series Publishers,1975,
“Basic Fabrication and Welding”, pp 85-- 87
2. Kenyon Pitman, Pitman Publishers
Ltd.,1979, “Basic Fabrication and Welding”, pp 87,88
3. R. Richard Avent, David Mukai, 1998,
”Heat Straightening-Repairs of Damaged Steel Bridges (A manual of practice and technical guide)”, Prepared
by Structural Damage Control Inc., L.A, pp 03-- 34
No comments:
Post a Comment